



व्यावसायिक उत्पादक म्हणून, बॉर्डरसन तुम्हाला उच्च दर्जाची मेटल रॅपिड प्रोटोटाइपिंग प्रक्रिया प्रदान करू इच्छित आहे. आणि आम्ही तुम्हाला सर्वोत्तम विक्री-पश्चात सेवा आणि वेळेवर वितरण देऊ.
मेटल रॅपिड प्रोटोटाइपिंग प्रक्रिया
मेटल रॅपिड प्रोटोटाइपिंग, ज्याला रॅपिड मेटल प्रोटोटाइपिंग किंवा मेटल पार्ट्सचे रॅपिड प्रोटोटाइपिंग असेही म्हटले जाते, हे ऍडिटीव्ह मॅन्युफॅक्चरिंग तंत्रज्ञानाचा वापर करून मेटल प्रोटोटाइप जलद आणि कार्यक्षमतेने बनविण्याच्या प्रक्रियेस संदर्भित करते. हे तंत्रज्ञान पारंपारिक मशीनिंग किंवा टूलिंग प्रक्रियेची आवश्यकता न ठेवता जटिल भूमिती आणि कार्यात्मक धातूचे भाग तयार करण्यास परवानगी देतात.
अनेक मेटल रॅपिड प्रोटोटाइपिंग प्रक्रिया उपलब्ध आहेत, प्रत्येकाचे स्वतःचे फायदे आणि विचार आहेत. येथे काही सामान्यतः वापरल्या जाणार्या पद्धती आहेत:
1. डायरेक्ट मेटल लेझर सिंटरिंग (DMLS): DMLS उच्च-शक्तीच्या लेसरचा वापर करून धातूच्या पावडरच्या कणांना निवडकपणे फ्यूज करते, थरानुसार, इच्छित धातूचा भाग तयार करते. हे उच्च अचूकता, चांगली पृष्ठभागाची समाप्ती आणि जटिल आकार तयार करण्याची क्षमता देते. DMLS मध्ये सामान्यतः वापरल्या जाणार्या सामग्रीमध्ये स्टेनलेस स्टील, टायटॅनियम, अॅल्युमिनियम आणि कोबाल्ट-क्रोम यांचा समावेश होतो.
2.निवडक लेझर मेल्टिंग (SLM): SLM हे DMLS सारखेच आहे परंतु त्यात धातूची पावडर सिंटरिंग करण्याऐवजी पूर्णपणे वितळणे समाविष्ट आहे. यामुळे सुधारित यांत्रिक गुणधर्मांसह घनदाट भाग होतो. SLM चा वापर अनेकदा टायटॅनियम, अॅल्युमिनियम आणि निकेल मिश्र धातुंसारख्या सामग्रीसह केला जातो.
3.इलेक्ट्रॉन बीम मेल्टिंग (EBM): EBM मेटल पावडर वितळवण्यासाठी आणि इच्छित भाग तयार करण्यासाठी इलेक्ट्रॉन बीम वापरते. हे उच्च बिल्ड गती देते आणि टायटॅनियम आणि कोबाल्ट-क्रोम सारख्या सामग्रीवर प्रक्रिया करू शकते. EBM विशेषतः मोठ्या प्रमाणात भागांसाठी योग्य आहे.
4.बाइंडर जेटिंग: या प्रक्रियेत, एक द्रव बाइंडर निवडकपणे धातूच्या पावडरच्या थरांवर जमा केला जातो, त्यांना एकत्र बांधतो. एकदा का भाग पूर्णपणे मुद्रित झाल्यानंतर, त्याची अंतिम ताकद प्राप्त करण्यासाठी ती दुय्यम प्रक्रियेतून जाते, जसे की सिंटरिंग किंवा घुसखोरी. बाइंडर जेटिंगचा वापर स्टेनलेस स्टील, कांस्य आणि टूल स्टीलसह विविध धातूंसह केला जाऊ शकतो.
सीएनसी मशीनिंग अॅल्युमिनियम प्रोटोटाइप
कमी घनता, हलके वजन, चांगली कडकपणा आणि अॅल्युमिनियमचे सोपे मशीनिंग यामुळे ते उच्च सुस्पष्टता भाग, जिग्स आणि फिक्स्चरसाठी प्रथम पसंतीचे साहित्य बनते. आणि सीएनसी मशीनिंग अॅल्युमिनियम प्रोटोटाइप एरोस्पेस, एव्हिएशन, ऑटोमोबाईल, वैद्यकीय आणि घरगुती उपकरणे क्षेत्रात हात मॉडेलसाठी मोठ्या प्रमाणावर वापरले जाते.

CNC मशीनिंग अॅल्युमिनियम प्रोटोटाइपची डीफॉल्ट परिमाण सहिष्णुता ±0.1 मिमी दरम्यान आहे. ग्राहकांना 0.1mm पेक्षा कमी सहिष्णुता आवश्यक असल्यास, 2D फाइल्स PDF, DWG किंवा DXF च्या स्वरूपात प्रदान करणे आवश्यक आहे. तुम्हाला मिळालेला प्रोटोटाइप आकारमानात आणि अचूकतेने अचूक आहे याची खात्री करण्यासाठी, बॉर्डर्सन प्रोटोटाइपच्या 10 भागांसाठी पूर्ण मापन अहवाल देईल.
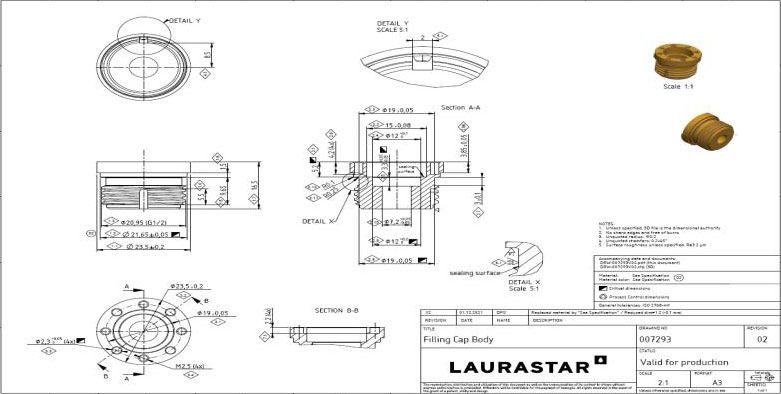
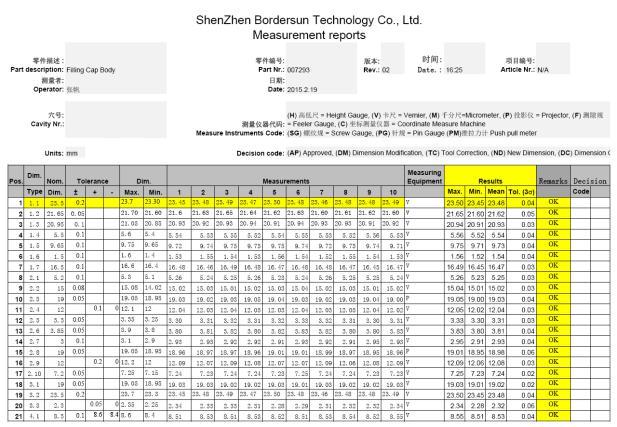
(मापन अहवाल) (4-2)
संबंधित इलेक्ट्रोलाइट, विशिष्ट प्रक्रिया आणि विद्युत प्रवाह सह, अॅल्युमिनियम मिश्र धातुच्या पृष्ठभागावर ऑक्सिडेशन फिल्म तयार होईल. चित्रपट संरक्षणात्मक आणि सजावटीचा आहे. सीएनसी मशीनिंग अॅल्युमिनियम प्रोटोटाइपचे अॅनोडिक ऑक्सिडेशन पृष्ठभाग उपचार भरपूर आहे आणि सर्व रंग तयार केले जाऊ शकतात.

ऑक्सिडाइज्ड कलरिंग केल्यानंतर, CNC मशीनिंग अॅल्युमिनियम प्रोटोटाइप सील करणे आवश्यक आहे. मायक्रोपोर सील करणे, जेणेकरुन डाईस्टफ रेणू निचरा होणार नाही आणि पृष्ठभागाचे कार्य आणि सजावट संरक्षित केली जाऊ शकते. कलरमीटरच्या कमतरतेमुळे, लहान कार्यशाळा पँटोनची तुलना करून व्हिज्युअल निर्णय घेते, ज्यामुळे त्रुटी येऊ शकते आणि ग्राहकांना असंतोष होऊ शकतो. मुख्य कारण म्हणजे अॅब्रेसिव्ह ब्लास्टिंग समान रीतीने वितरीत केले जात नाही आणि त्याचा परिणाम अॅनोडिक ऑक्सिडेशननंतर दोन भिन्न पृष्ठभागांवर होतो.








